
As an important part of the engine, the engine cylinder head plays a vital role in the whole engine structure. It is installed on top of the cylinder block, sealing the cylinder and constituting the combustion chamber, often facing high temperature and high-pressure gas, and therefore must withstand huge thermal and mechanical loads.
In this article, we will discuss the structural characteristics of the engine cylinder head, the rough machining process, and the difficulties and considerations in the machining process, as well as how to effectively deal with the burr problem that may occur in the processing of the cylinder head, to continuously improve the quality of the engine cylinder head.
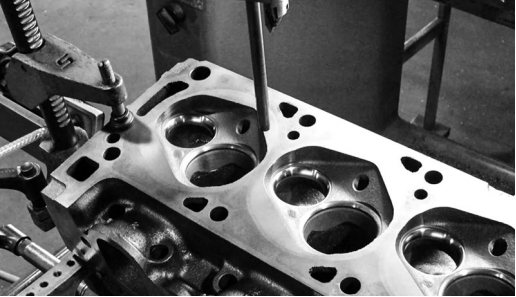
Structural Characteristics of Engine Cylinder Head
The structure of the engine cylinder head includes the cylinder head body with functions such as die casting cover, intake channel, exhaust channel, combustion chamber, and camshaft chamber. It is characterized by sufficient strength and hardness to ensure that it can work safely under the action of gas pressure and thermal stress by means of a fixed valve launching gas distribution mechanism.
In addition, the shape of the cylinder head is mostly hexahedral, porous, and thin, requiring attention to detail in machining to ensure quality.
Rough Machining Process for Engine Cylinder Head
The rough machining process of the engine cylinder head is the first step to ensure the overall quality. Select the appropriate cylinder head material, using grey cast iron or alloy cast iron, in recent years, aluminum alloy cylinder head has been widely used. In the construction of the cylinder head blank, the casting molding craft is used to ensure that the blank is compact and smooth. Processing links should pay attention to the casting by the cold uniformity, to avoid the emergence of the failure of the cylinder head.
Considerations and Tips in Machining Cylinder Head
The cylinder head plays a crucial role in the combustion process, and precision machining is essential for optimal engine performance. Here are some considerations and tips for machining different cylinder head parts.
Plane Machining Cylinder Head
In the plane machining of the cylinder head, the key is to ensure the flatness and parallelism of the surface. Choose the appropriate way of undercutting and adopt the spiral undercutting method, which helps to reduce the impact of vibration and protect the tool at the same time. At the same time, in order to improve efficiency, consider using an automatic tool change method, but pay attention to the possible data deviation caused by tool change.
During machining, use an air gun blow for flushing rather than cutting fluid to keep the surface clean and avoid rust. In the final removal of the workpiece, wait for the temperature of the workpiece to drop to a safe range to prevent deformation and burns.
High-precision Hole Machining
The machining of high-precision holes requires strict process control in the machining cylinder head. Firstly, the coordinate position of the hole is determined by the positioning datum, and then the hole is drilled and processed. After completing the drilling, the positional error of the hole must be measured to ensure that it is within an acceptable range.
What’s more, for the high-precision machining of small holes, the axiality and bottom perpendicularity are required to be maintained at 0.03 mm. A support seat is installed using the front end of the special tooling to ensure the accuracy of the small holes.
Machining Valve and Conduit Bottom Hole of Cylinder Head
The machining of the valve and conduit is directly related to the working performance of the engine. As the valve is subjected to high temperatures during operation, it needs high wear resistance and sealing. When manufacturing the cylinder head valve, it is necessary to calculate the deviation direction and deviation data of the valve seat in operation.
In high-volume cylinder head production, the specification of coaxial quasi-tolerances is critical, as errors in the coaxial data can lead to uneven distribution of finish machining allowances for the valve seats and conduit bores.
To ensure the coaxiality tolerance, special composite tools are used and machining is carried out through several processes, especially after the machining of valve and catheter bottom holes is completed. In addition, checking the safety of the machine is required to reduce the data deviation.
Machining Cylinder Head Camshaft Hole
For the machining of the camshaft bore of the cylinder head, absolutely no error is allowed. The cam bore consists of the lower cylinder head and the inlet and exhaust camshaft cover, so it is necessary to set up a circular arc oil groove in the casting process to play a lubricating role.
As a small amount of debris may be generated during the machining of the camshaft bore of the cylinder head, the cutting fluid cannot be completely cleaned, and a finishing process is required. In addition, after the camshaft machining is completed, it is necessary to measure the size and installation position, and only send it for inspection after it is qualified.
Burr in Machining Cylinder Head Process
Burr problem is a common challenge in cylinder head machining, which is mainly divided into four categories: bore burr, boring burr, cross burr, and edge burr. Treatment varies depending on the location of the burr. For burrs in locations such as bores and through holes, soft plastic brushes are usually used to clean them.
In addition, water jet deburring is a more thorough method, using high-pressure water jets to rinse the bottom and difficult to clean parts, and is more effective when the burr is harder.
Conclusion
The machining process of engine cylinder head is a process that requires a high degree of attention and meticulous operation. By strictly following the precautions and difficult processing methods, we can ensure that each link meets the standard, and ultimately improve the overall quality of the cylinder head. For industrial production, this is the basis for ensuring the normal operation of the engine.









